






Компания Shandong Time Machinery Technology Co., Ltd.
"Производственная линия сварки реберной решетки ПК (SGHJ-IV) "
Информация об оборудовании
Юридический представитель: Цюй Хао
Телефон: 13395378282
Адрес: зона экономического развития, город Цзиньнин, провинция Шаньдун.
Сайт: www.sdsgzn.com
Содержание
Я.... Введение в проект PC Composite Slab 3
1. Обзор проекта3
Введение в производственный процесс4
3.ПК реберные решетки Конечный продукт (Правоугольные решетки)5
II. Второй этапПроизводительность оборудования и технические параметры 6
1.Технические параметры линии производства реберной решетки6
1.1 Обзор оборудования6
1.2 Состав оборудования производственной линии с реберной решеткой6
1.3 Технические параметры оборудования:7
1.4 Особенности оборудования8
1.5 Конфигурация оборудования и марки компонентов10
2Машина для охлаждения воды11
2.1 Технические спецификации воздушно-охлаждаемого охлаждающего агрегата:11
3. Компрессор воздуха12
1.Технические параметры воздушно-охлаждаемой винтовой машины13
Я.Введение в проект PC Composite Slab
1. Введение в проект PC Composite Slab
1. Обзор проекта
Композитная напольная плита - это конструктивная форма, которая сочетает в себе сборный и отливный бетон.Предварительно напряженная тонкая плита (5-8 см толщиной) интегрируется с верхним литым на месте бетонным слоем, чтобы сформировать единую структуру и работать вместеПрепретензионное основное укрепление тонкой плиты служит основным укреплением композитной плиты пола.в то время как верхний слой литого на месте требует только отрицательного момента усиления и структурного усиленияПредварительно затянутая тонкая плита также служит нижней формовкой для отливного на месте слоя бетона, исключая необходимость дополнительной поддержки формовки.Нижняя поверхность тонкой пластины гладкая и ровнаяЭти композитные напольные плиты имеют преимущества общей целостности, высокой жесткости, хорошей стойкости к трещинам,отсутствие увеличения потребления сталиКроме того, отсутствие подкрепления от формовки для литой на месте плиты пола позволяет быстро установить большие сборные бетонные перегородки.тем самым сокращая общий период строительства.
Применение и классификация
Эти напольные плиты подходят для зданий с протяженностью до 8 метров, включая отели, офисные здания, школы, жилые здания, больницы, склады, парковки,и многоэтажные промышленные заводыВ зависимости от структуры композитной поверхности, предварительно напряженные тонкие пластины могут быть разделены на три типа:не требуется усиление сдвигом2 Для композитных поверхностей, которые выдерживают высокие нагрузки на сдвиг, кроме того, что требуется грубая поверхность,Следует добавить усиление сдвигаДиаметр и расстояние между арматурами определяются с помощью расчетов, а формы арматуры включают волнообразную, спиральную и точечно-сварную сетку с изогнутым треугольным поперечным сечением.3 Для тонких пластин изготовления, на верхнюю поверхность добавляется стальная решетка для повышения жесткости при строительстве и уменьшения необходимости поддержки под тонкими плитами.
![]()
2. Введение в производственный процесс
![]()
3. Реберные решетки Готовый продукт (Правый угол)
![]()
II. Второй этапПроизводительность оборудования и технические параметры
![]()
1.Технические параметры производственной линии реберной конструкции
1.1 Обзор оборудования
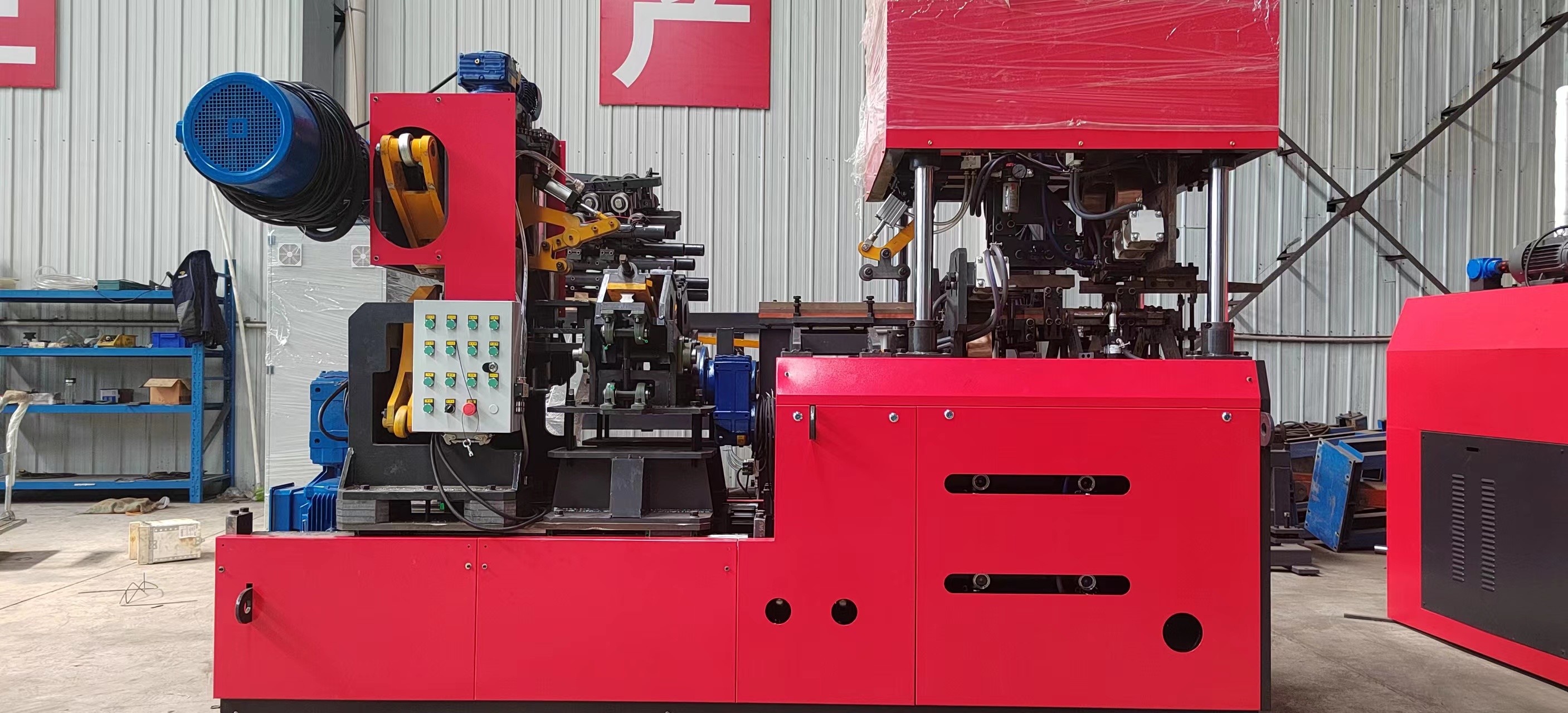
Производственная линия арматурных решеток является полностью автоматизированной производственной линией, которая объединяет прокладку, выпрямление, изгиб стальной стороны, сварку, автоматическую резку,и сбор готовой продукции. Он может производить арматурные решетки для напольных плит, а также сборные арматурные решетки для ПК зданий,широко применяется в строительстве зданий (предизготавливаемые напольные плиты) и строительстве высокоскоростных железных дорог (двойные блочные прокладки), среди других областей.
1.2 Состав оборудования производственной линии с реберными тресками:
| Нет, нет, нет. | Компоненты оборудования | Количество | Технические характеристики |
| 1 | Раковина для прокладки проволоки с катушкой | Один набор | Вертикальная стойка для прокладки проволоки |
|
2 |
Механизм выпрямления и питания | Один набор | Принимает многоколесную выпрямление с отличным эффектом выпрямления без повреждения ребер арматуры; Двухприводный проволочный питание с тремя моторами замедления. |
|
3 |
Механизм хранения материала | Один набор | Оснащенный новым типом открытой стойки для хранения, которая использует амортизирующее хранилище, что позволяет непрерывно производить и эффективно предотвращать накопление арматуры. |
|
4 |
Механизм выпрямления терминала | Один набор | Второй этап терминального выпрямления проводится на основных арматурных и диагональных элементах перед сваркой и формированием с использованием метода пятикалочного выпрямления.обеспечение прямоты решетчатых материалов. |
6
1.3 Технические параметры оборудования:
| Свинговая рука | Единица | Количество | Примечание |
| Грузоподъемность стойки для прокладки проволоки | в кг | 2000 | Высота верхней струны не должна превышать 2 м, а высота боковой струны не должна превышать 1,3 м. |
| Количество стойки для прокладки проволоки | Объекты | 5 | |
| Мощность бокового сталеобрабатывающего двигателя | КВт | 7.5 | |
| Мощность сварного трансформатора | КВт | 160х2 |
Периодическая работа
|
7
| Мощность двигателя стрижки | КВт | 11+11 | Периодическая работа |
| Сбор и подъем мощности двигателя стойки | КВт | 2.2 | Периодическая работа |
| Переклон боковой струны | мм | 200 | 190-210 автоматически регулируемый толчок |
| Высота аккорда | мм | 70-270 | Высота 250 и выше без нижней угловой струны |
| Ширина аккорда | мм | 70-90 | Большая ширина |
| Диаметр верхней и нижней струн аккорда | мм | 6-12 | |
| Диаметр боковых аккордов | мм | 4-7 | |
| Длина аккорда | m | 0.2 ~ 14 |
Автоматически регулируемая высота
|
| Прямость аккорда | мм | ± 5 | |
| Ошибка высоты аккорда | мм | ±2 | |
| Ошибка длины аккорда | мм/м | ± 5 |
Максимальная погрешность не более ±15 мм
|
| Высота открытых верхних и нижних строк аккорда | мм | ≤ 5 | |
| Скорость производственной линии | m | 12-15 | Фактическая стабильная скорость производства определяется спецификациями аккорда. |
| Давление воздуха | МпА | ≥ 0.7 | Используемый газ должен быть чистым, фильтрованным и сухим. |
| Потребление воздуха | м3/мин | Три четверти.5 | |
| Длина производственной линии (длина * ширина * высота) | мм | Длина производственной линии может быть соответствующим образом регулирована до 45000*3000*3500. | |
| Общее производство | T | ≤ 18 (за исключением аксессуаров и внешних контрольных ящиков) | |
|
Примечание: стандартная конфигурация включает механизм изгиба нижнего угла. Пожалуйста, укажите, не включает ли конфигурация для жилой промышленности механизм изгиба нижнего угла.
|
|||
1.4 Особенности оборудования
1.Резина рама для укладки
Существует пять наборов стойков с выплатными барами, использующих вращающийся метод выплат, с максимальной нагрузкой 2 тонны.
Каждая стойка для выплат оборудована независимым воздушным тормозным устройством.
Каждая стойка имеет независимый механизм предварительной выпрямления для удаления окислительной чешуи на поверхности стальных стержней.
2Механизм выпрямления и питания
Он использует многоколесную выпрямление с хорошим эффектом выпрямления, не повреждая ребра стальных стержней.
Каждый механизм питания может контролироваться независимо.
3Механизм хранения стальных стволов
Для буферизации и хранения используется новый тип открытой стойки для хранения, которая удобна для непрерывного производства и эффективно предотвращает запутанность стальных стержней.
4Механизм выравнивания терминалов
Вторичное выпрямление терминалов выполняется на основной стойке и шнуровых стойках перед сваркой и формованием.
Этот механизм играет ключевую роль в регулировании прямоты решетки.
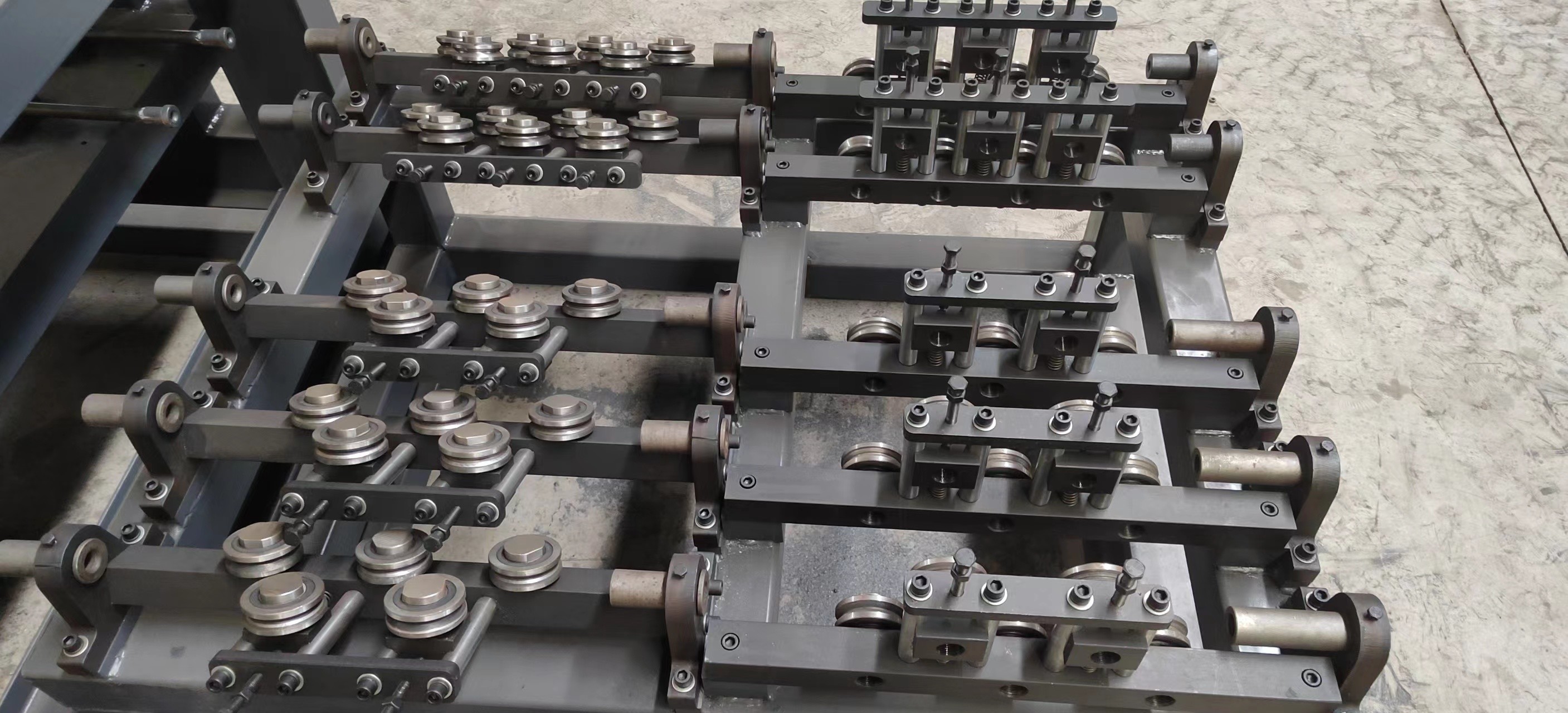
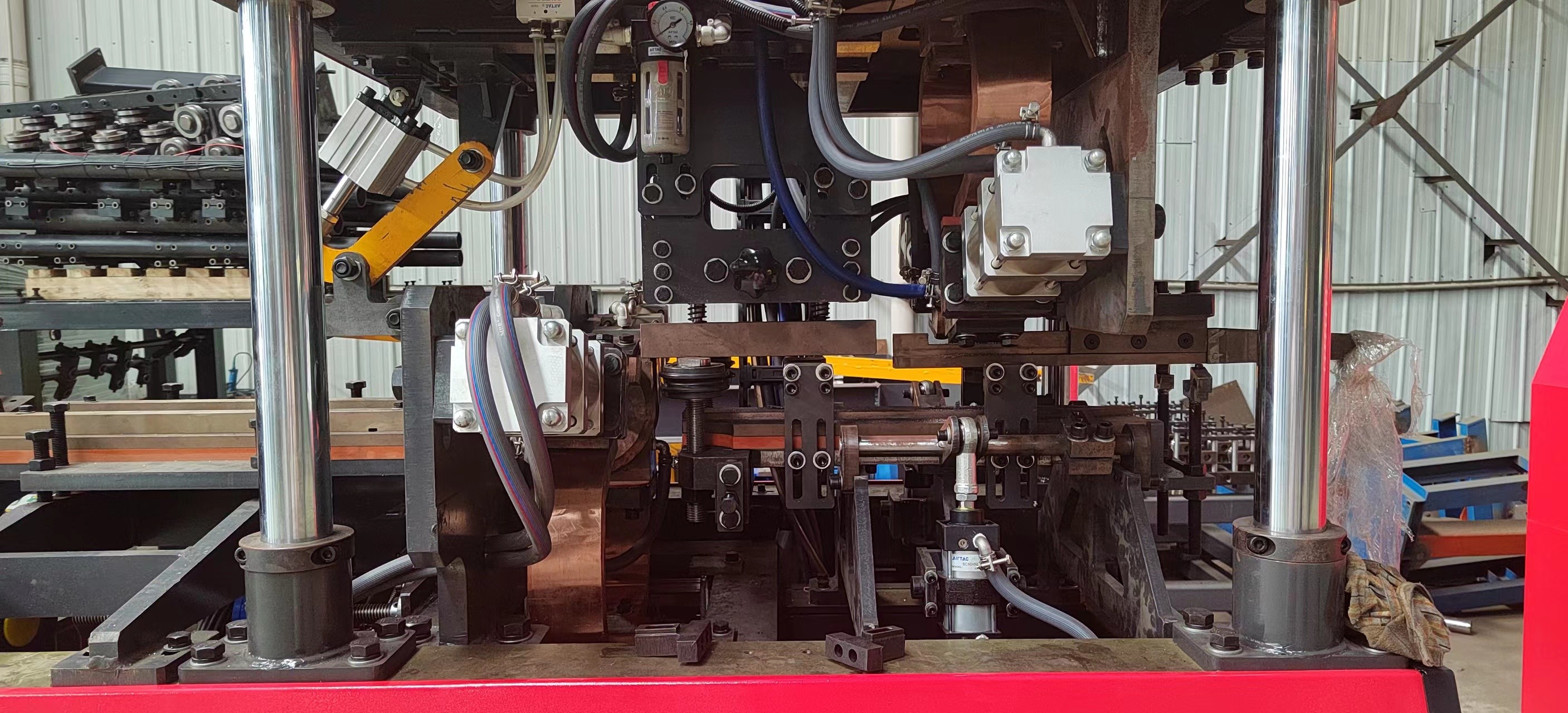
5. Механизм нажатия и подачи в веб-бар
Для изгиба стальных стержней применяется изгибание подвижной рукой, приводимое в действие сервомотором, с хорошей синхронизацией и высокой стабильностью.Сгибание стальных стержней является непрерывным (механизм изгиба работает в круговом и вверх-вниз колеблющемся движении, без задержек), с быстрой скоростью формирования. Стальные штампы с формирующей полосой имеют цилиндрическую поверхность, чтобы предотвратить царапины поверхности стальных стержней.,С координацией механизма изгиба,Идеальное сочетание двух сервомоторов может реализовать функцию изменения треска без остановки, что значительно повышает эффективность производства.
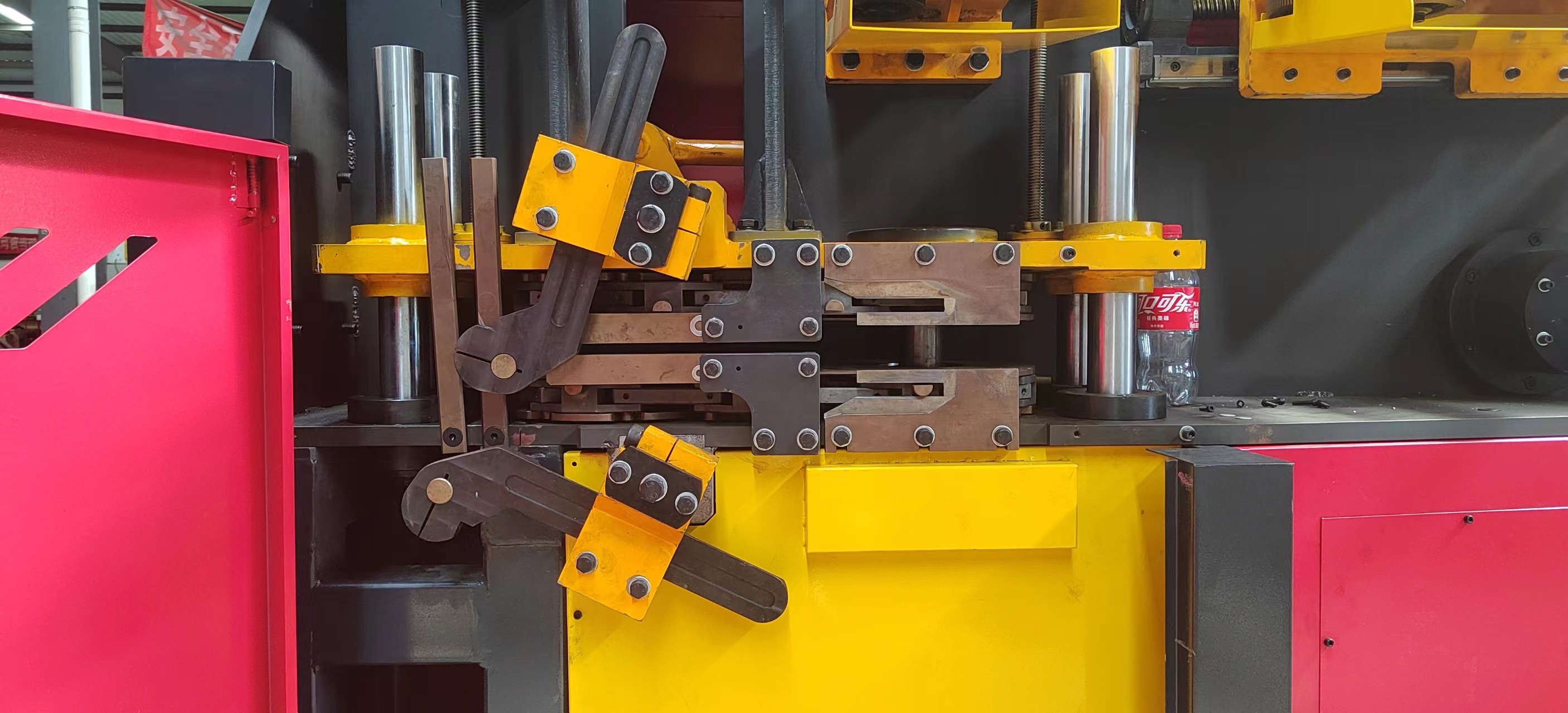
6Сварная часть
Два сварщика, один сверху и один снизу, с двумя трансформаторами в целом.
Сварные цилиндры имеют небольшой ход, большую силу, быструю скорость сварки и высокое качество.
Сварные цилиндры используют высококачественные бренды и с воздушным зажимом.
Сварные электроды изготавливаются из хром-циркониевого сплава меди.
Оборудована механизмом позиционирования для обеспечения формы и размера сварки.
Метод двухточечной точечной сварки сопротивления уменьшает мощность установки на 60% по сравнению с аналогами, а параметры сварки каждой точки сварки могут устанавливаться независимо.
Четырехсторонняя головка электрода может быть использована четыре раза, снижая стоимость в 3 раза.
7Механизм резки
Режим резки "ножницы" используется для эффективного решения проблемы открытой сварки, вызванной процессом резки, и для предотвращения деформации и искажения решетки во время резки.
Быстрая скорость резки, не нужно останавливать сварку.
Для высокопрочной резки на главных и боковых сварных соединениях с армированием используется новейшая высокопрочная и прочная форма стальной стали из Китая.
8Автоматический механизм сбора и складирования
Механизм автоматического сбора позволяет непрерывно производить продукцию без необходимости остановки, повышая эффективность.
Он может собирать решетки разных размеров, длинные и короткие.
Автоматическое сбор, складирование и транспортировка решеток полностью автоматизированы.
Автоматизированное устройство сбора и складирования сокращает количество операторов на 2.
9Электрическая система управления
Он принимает систему управления из Хэчуана с высокой стабильностью.
10. Операционная система
Кнопки управления и другие компоненты используют высококачественные изделия.
Оборудование легко использовать и регулировать.
Операции, такие как скорость, параметры сварки и т. д. удобны.
1.5 Конфигурация оборудования и марки компонентов
| Имя | Бренд |
Объяснение Примечания |
| Операционный экран | Кунлунь Тонгтай | Это интеллектуальный сенсорный экран IoT с процессором ARM в качестве ядра и основной частотой 800 МГц.и также предварительно установленный с McsgPro программное обеспечение конфигурации. |
| ПЛК | Хечуань | Высокая производительность, компактная структура, мощные функции и высокая стабильность. |
| Сервомотор | Хечуань | Высокая производительность, высокая надежность и высокое качество. |
| Управление низким напряжением | CHNT | Китайская известная марка, стабильное качество, высокая надежность. |
| Переключение источника питания | Тайвань Мингвэй | Тайваньский известный бренд с более чем 30-летним опытом исследований и производства. |
| Сварный трансформатор | Ченгтай | Используя японскую технологию сварки. |
| Компоненты воздуха | Ядеке |
Тайваньская известная марка, хорошее качество, высокая надежность, высокая грузоподъемность.
|
| Соленоидный клапан | Ядеке | |
| Сварный цилиндр | Шуангбейли на заказ цилиндр | Быстрая скорость, достаточная мощность и высокая стабильность. |
| Контроллер сварки | Шанхайский Гулонг | Стабильная производительность и надежное качество. |
| Редуктор | Чжэцзян Тяньхонг | Стабильная и надежная производительность. |
| Линейная проводная рельса | Тайвань Шангьин | Высокая грузоподъемность, высокая точность, высокая скорость и высокая точность. |
| Подшипник | Нск. | Импортное качество, стабильное качество и высокая надежность. |
| Электрические провода, кабели | Гуандун Йинке | Отличный материал, сильная изоляция, низкая эксцентричность. |
·
10
![]()
Машина для охлаждения водыдлина * ширина * высота = 1310 * 630 * 1230 мм.
Технические характеристики охлаждаемого воздухом охлаждаемого охлаждающего устройства типа коробки следующие:
|
Модель
Положения |
RX-05A |
Конфигурация
|
|
| Силовое питание | 380В/3PH/50Гц | ||
| Мощность охлаждения | Ккал/ч | 12900 | |
| КВт | 15 | ||
| Общая входная мощность | КВт | 4.48 | |
| Охладитель | Имя | R22 | Импортированная высококачественная охлаждающая жидкость. |
| Метод контроля | Капиллярная трубка | ||
3. воздух Компрессор
![]()
BK22-8ZG Технические параметры воздушно-охлаждаемой винтовой машины
| Группа винтов | 5:6 спиральный ротор |
| Режим сжатия | Непрерывный, одноступенчатый |
| Давление выхода сжатого воздуха | P2=0,8 МПа |
| Режим охлаждения | С воздушным охлаждением |
| Температура выхода сжатого воздуха | Около 10°C~15°C выше температуры окружающей среды |
| Количество смазочного масла | Примерно 8,6 литра |
| Скорость двигателя | N=2930r/min |
| Номинальная мощность | 22 кВт |
| Перемещение | V=3,45 м3/мин |
| Рабочая масса | Примерно 390 кг |
| Максимальная температура воздуха | 45°C |
| Минимальная температура воздуха | 0°C |
| Потребление нефти | Содержание масла в сбросах менее 3 ППМ |
| Шум | 74 дБ ((А)) |
| Внешние размеры длина × ширина × высота (мм) | 1200×800×1120 |












